The amount of Internet misinformation relating to stick welding aluminum is astonishing. I'm sure that everyone with a stick/arc/SMAW welder or DC TIG welder has wanted to weld aluminum at one time or another. Many web pages and forum posts state that either an AC TIG welder or a MIG welder with spool gun, with argon shielding gas, is required to weld aluminum, which is inaccurate. What should be stated is that AC TIG with argon or helium mix is the slowest, cleanest, and most controllable way to weld aluminum, which makes it especially good for welding thin aluminum. DC TIG with helium can weld aluminum, but its hot arc and deep penetration may be best for thicker welds. DC TIG with argon and flux can weld aluminum, but visibility, preparation, and cleanup are not great. MIG, which is DC, is much faster than TIG, but it is not nearly as controllable because you cannot melt the base metal without adding filler metal. A spool gun or push-pull gun is not required if the MIG cable is straight and drive roll tension and weld settings are just right. Neither TIG nor MIG can weld aluminum in breezy conditions. However, stick welding aluminum is possible with a DC stick welder and it actually works better than I expected.
E4043 aluminum electrodes DCEP - success
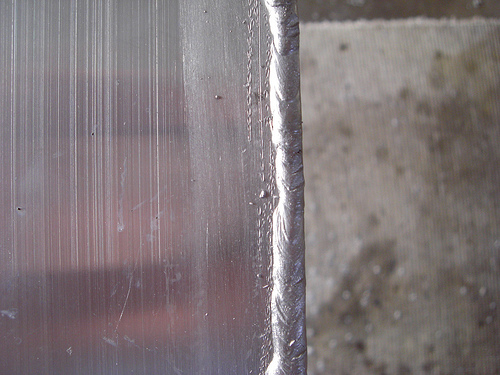
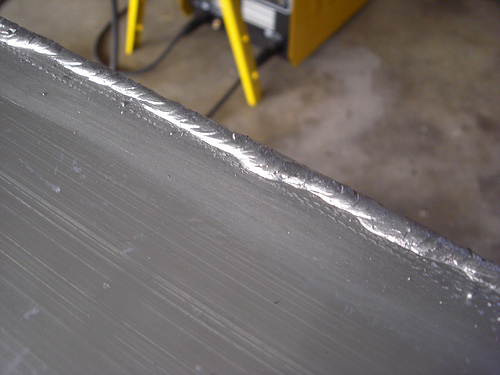
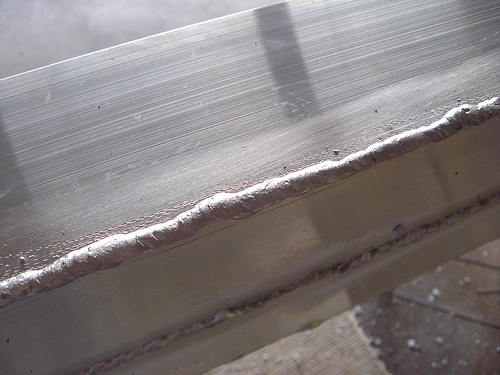
I tried to DCEP stick weld aluminum with a flux-coated 1/8" aluminum electrode. I used 1/8" Harris 26 Aluminum Welding Electrodes that I purchased from Cyberweld.com. Hobart also makes aluminum electrodes. I saw them at Northern Tool, but I have not tried them yet. Lincoln Electric also has the Aluminweld 43 rods, but I have not tried those either. The Aluminweld 43 data sheet has useful instructions. The electrodes use different flux than more common steel electrodes, but the process is basically the same. The heat source is the arc between the consumable electrode and the base metal. All of the aluminum electrodes I have seen are 4043, so they can weld all of the same aluminum alloys that 4043 filler rod or wire can weld. They recommend DCEP/DCRP, which makes sense. AC TIG is able to remove the oxide layer on the base metal during the electrode positive portion of the alternating current. Just like MIG welding aluminum, DCEP constantly removes the oxide layer from the base metal while the electrode flux keeps oxides from forming on the electrode metal and the molten pool. The flux protects the weld as it cools and forms a protective barrier, which works great even in breezy conditions. They key is to move faster than you would with a steel electrode and not much weave movement is required since the aluminum flows better than steel. I welded a 3"x6"x60" aluminum box section out of 3"x0.125" angle for a storm grate extension and used less than 1 pound of electrodes. That works out to 60" x 4 seams = 240", which would have used quite a few TIG filler rods and a significant amount of argon from my 40cuft bottle. Some people have suggested that DCEN will work and give much better penetration on thicker base metal, but I have not had a chance to try it yet. These DC flux-coated electrodes will not work directly with an AC output stick welder because the arc extinguishes during the zero voltage portion of the sine wave. The following photos show my newbie welding skills with these 1/8" electrodes at 120A. This bit of welding was done with a 160A inverter on a bottom side of the grate extension near the beginning of my learning curve. My welding and my welds got better as I progressed as shown in the photos.
So, my conclusion is that stick welding aluminum is great when a lot of structural (read not-perfectly-cosmetic) welding is needed. It should be possible to lay some nice looking welds and weld thinner metal this way, but my skills are definitely not there yet. I was able to weld at near MIG speed without a MIG welder at or under equivalent consumable cost. The 1 pound of electrodes was about $25 shipped. One pound of aluminum welding wire is currently about $20 and my argon bottle costs about $15 to fill up. The main drawbacks are learning curve, appearance, quality, and slag cleaning effort. I know many professional welders with nice AC TIG setups scoff at this method, but many projects aren't mountain bike frames for paying customers and sometimes people need to do the best they can with the tools they already have.
This page, A short history of welding aluminum, has an excellent overview of the various aluminum welding processes. It does a good job of explaining some of the difficulties and potential problems with flux in OFW and SMAW aluminum welding.
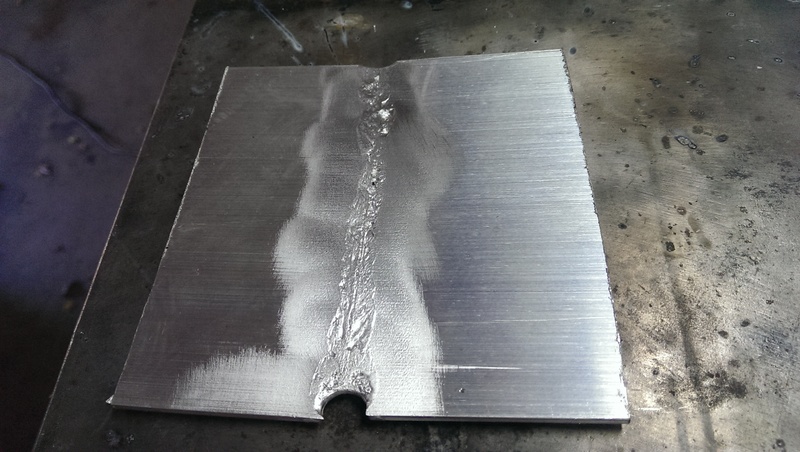
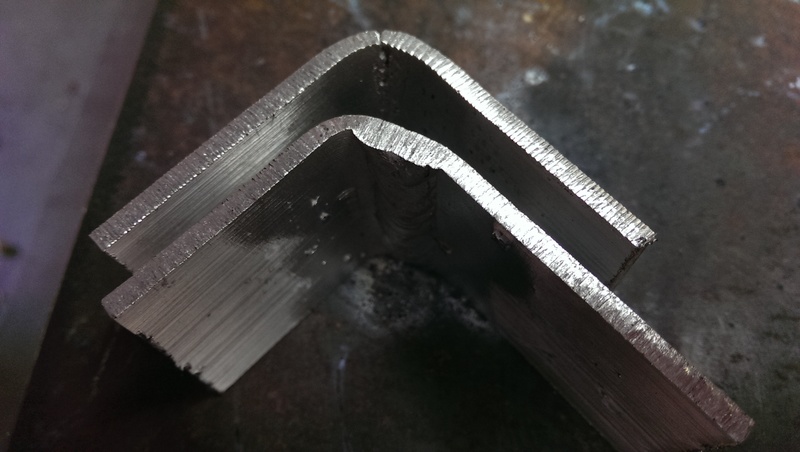
Beveled 1/8" Butt Joint Test
Several years after working on the storm grate extension above, I did a butt joint and bend test to compare against the results I got by DC TIG Welding Aluminum with Argon and Flux. I cut two 4x2x1/8" plates, beveled at 60 degrees total, and cleaned with a power brush. I set my Lincoln Invertec V275-S around 110-120A with minimal arc force and no hot start. It ran my 1/8" aluminum electrodes with no problem. After cleaning up, I could see some porosity on the root closer to the start of the weld. That was probably from too much arc length. I cut the weld into two test pieces, clamped them in my vise at the edge of the weld bead, and bent them with an adjustable wrench. The face bend cracked along the edge of the weld bead, just over half way through bending, near where there was porosity visible on the root. The root bend did fine with no visible cracking. It was very strong even with the cracked bend test, but practice would certainly improve things. This is also a tighter bend radius than recommended for testing 6061/4043. I'm not a fan of the huge slag or the aluminum BB's, but this process does work. As I discuss on my other page, I prefer the very light slag, no spatter, better visibility, and better control of DC TIG with flux to this process. I'll probably reserve stick welding aluminum for quick and dirty type applications or heavy build up.